Przykłady łączenia indukcyjnego
Nasze rozwiązania są indywidualnie dopasowywane do każdego zastosowania, aby osiągnąć jak najlepsze rezultaty. W kwestii jakości wykonania i gotowego produktu nie uznajemy żadnych kompromisów, lecz zawsze dążymy do perfekcji.
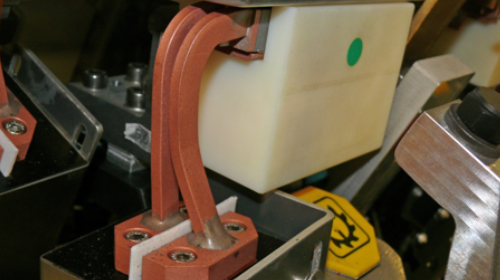
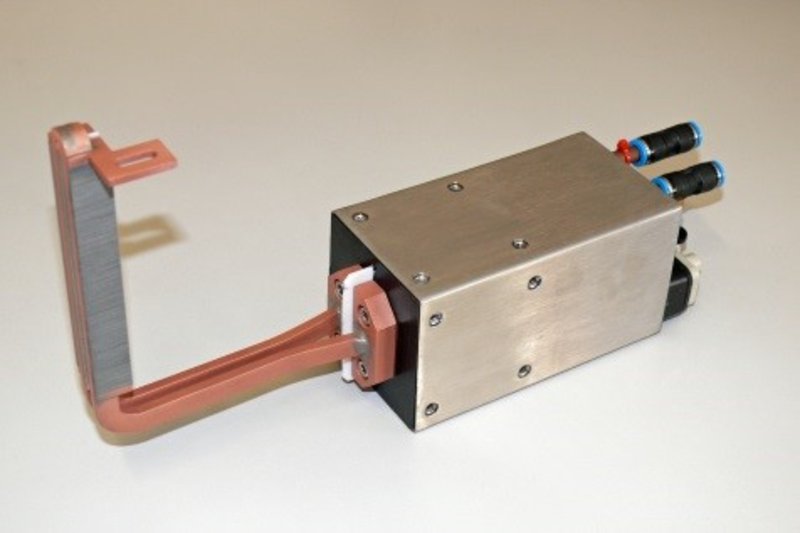
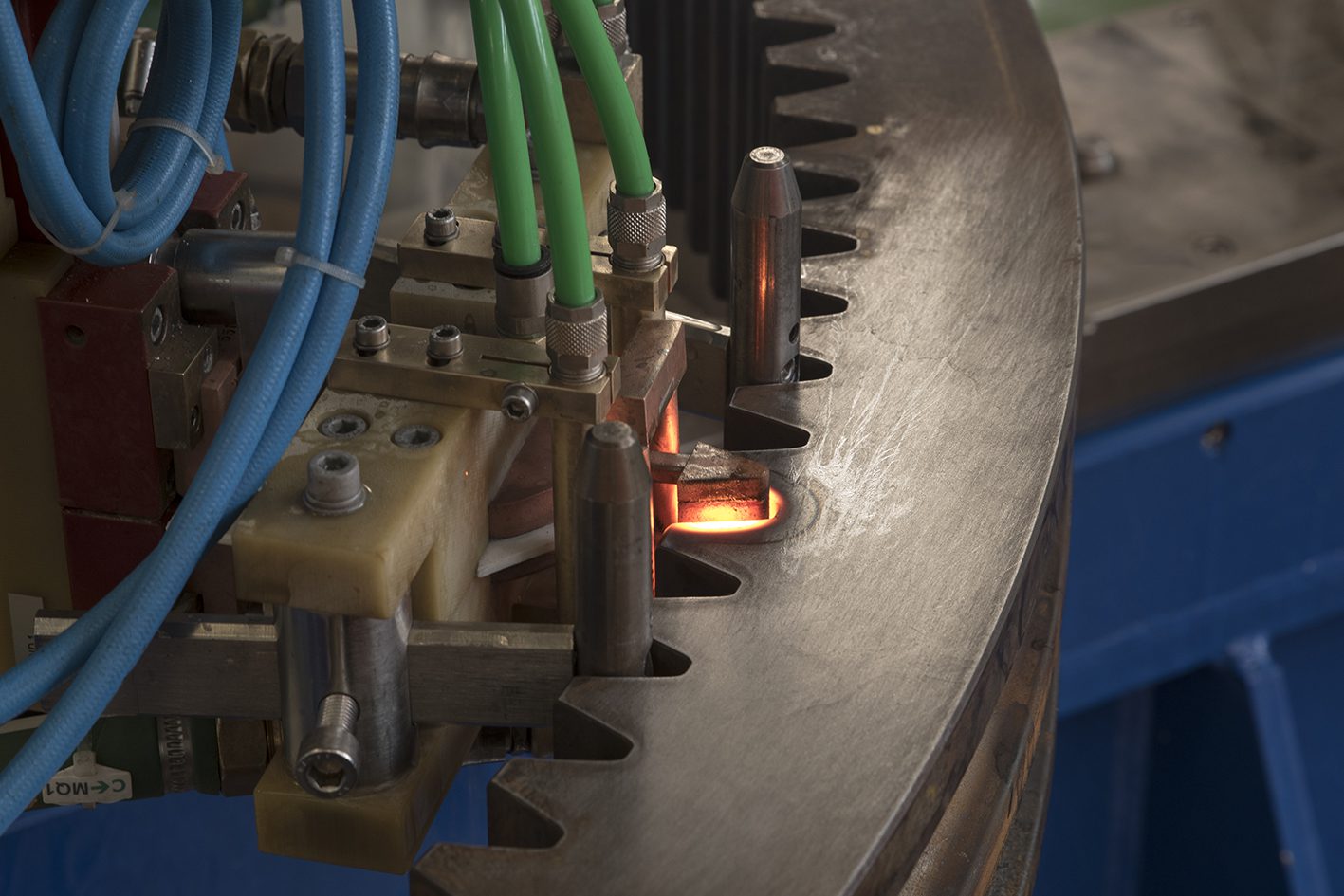
Na pierwszym planie grzejnik punktowy, a w tle krążąca cewka indukcyjna. Obydwa są zintegrowane w stojaku grzewczym.

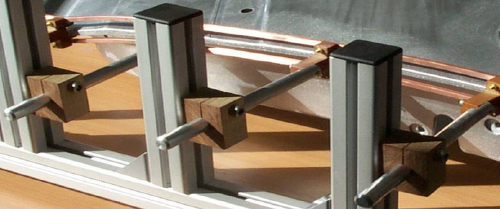
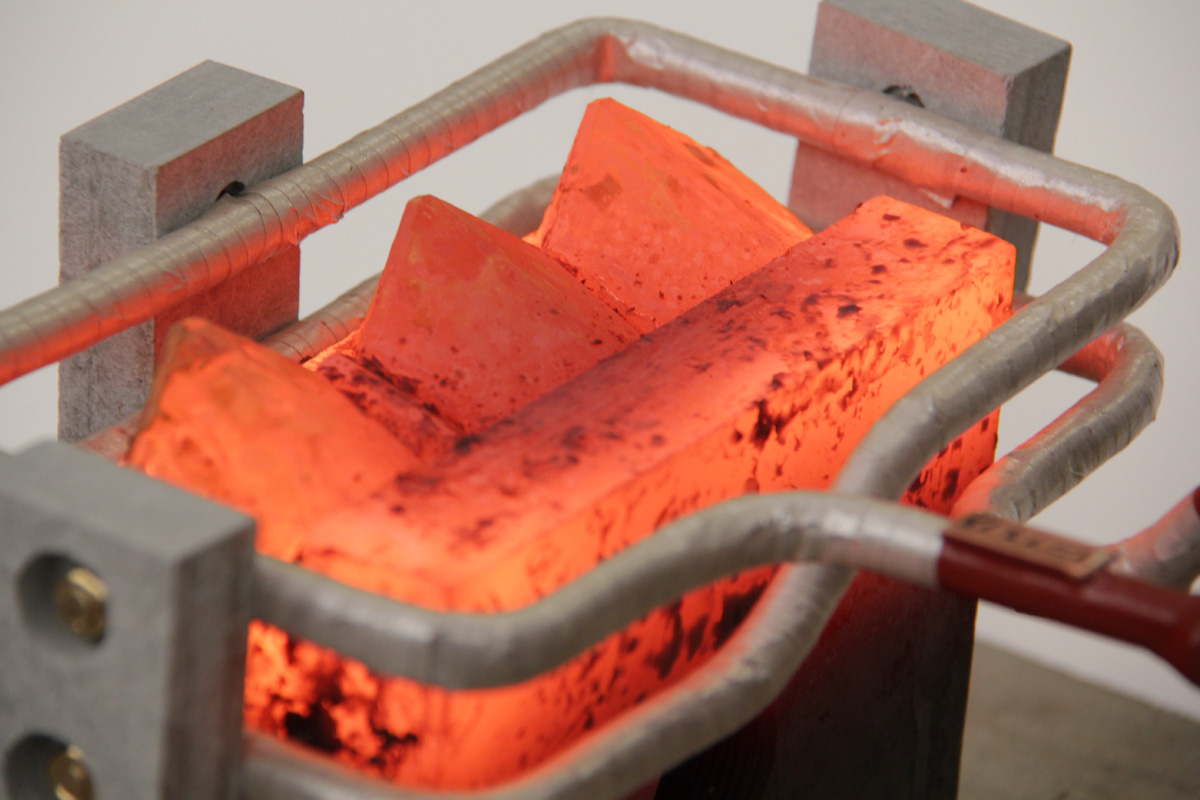
Na pierwszym planie punkty grzewcze wykonane techniką punktową z blokiem konturowym i dociskiem.
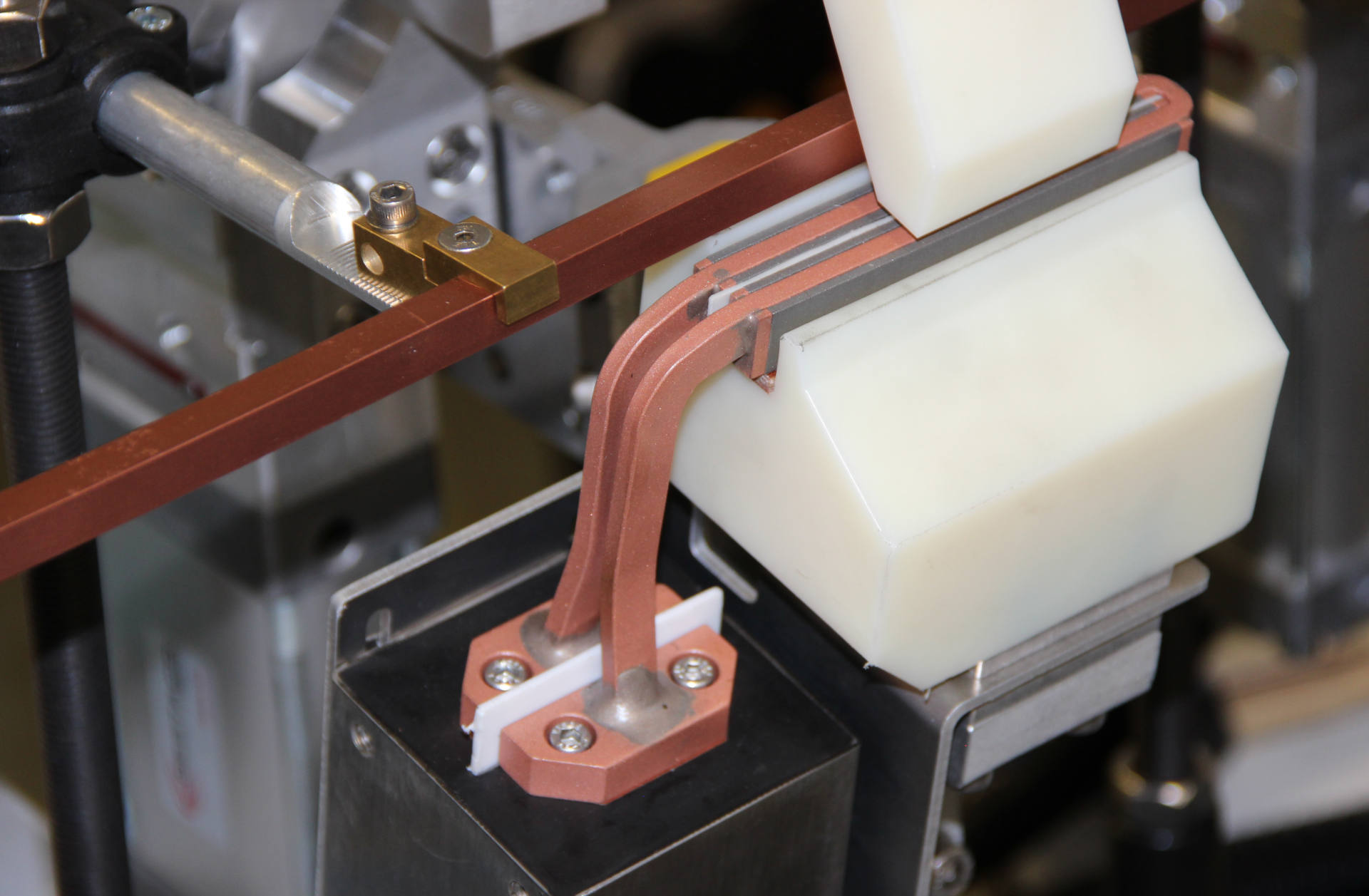
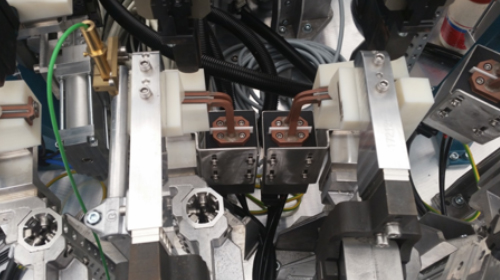
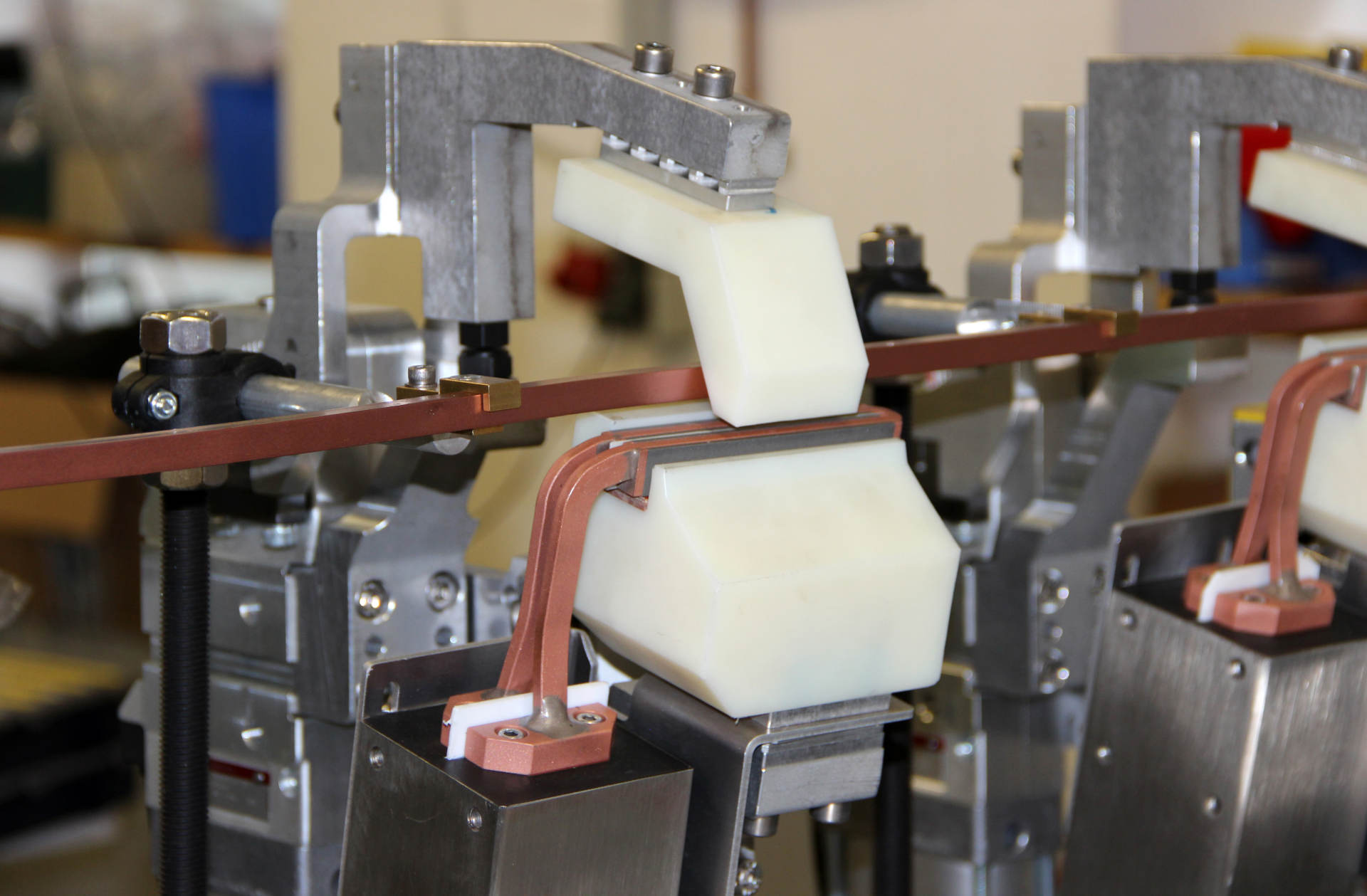
Na pierwszym planie nagrzewnica punktowa z blokiem konturowym, a w tle wirująca cewka indukcyjna z uchwytem.