Exemplos de colagem por indução
Nossas soluções são adaptadas individualmente a cada aplicação para que você obtenha os melhores resultados possíveis. Com relação à qualidade do processamento e do produto acabado, não fazemos concessões, mas sempre buscamos a perfeição.
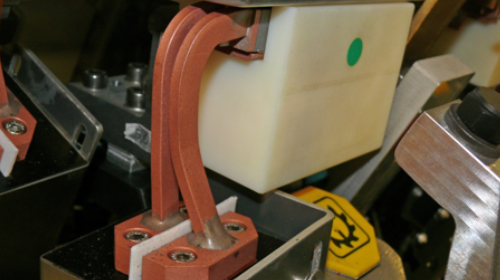
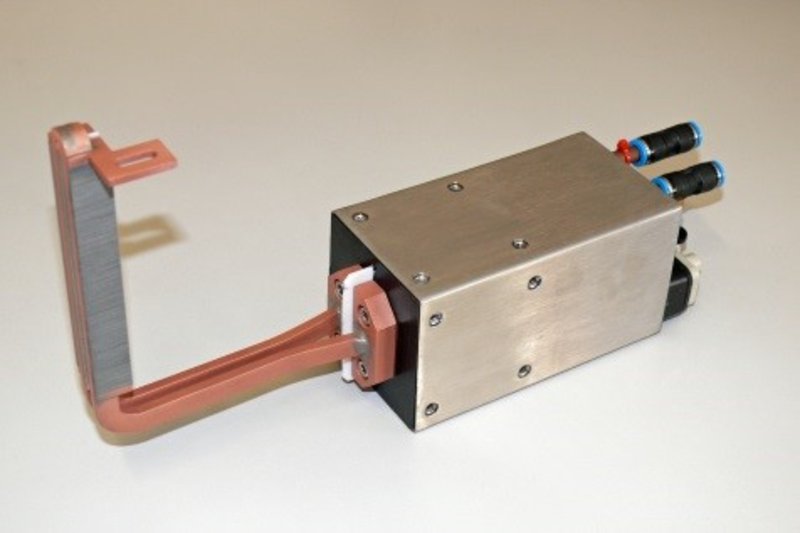
Em primeiro plano está um aquecedor de ponto e, em segundo plano, um indutor de circulação. Ambos estão integrados em um rack de aquecimento.

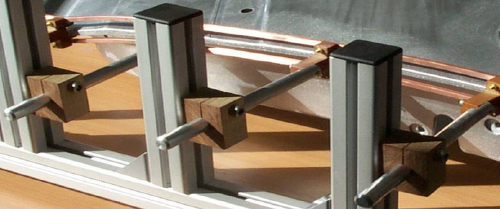
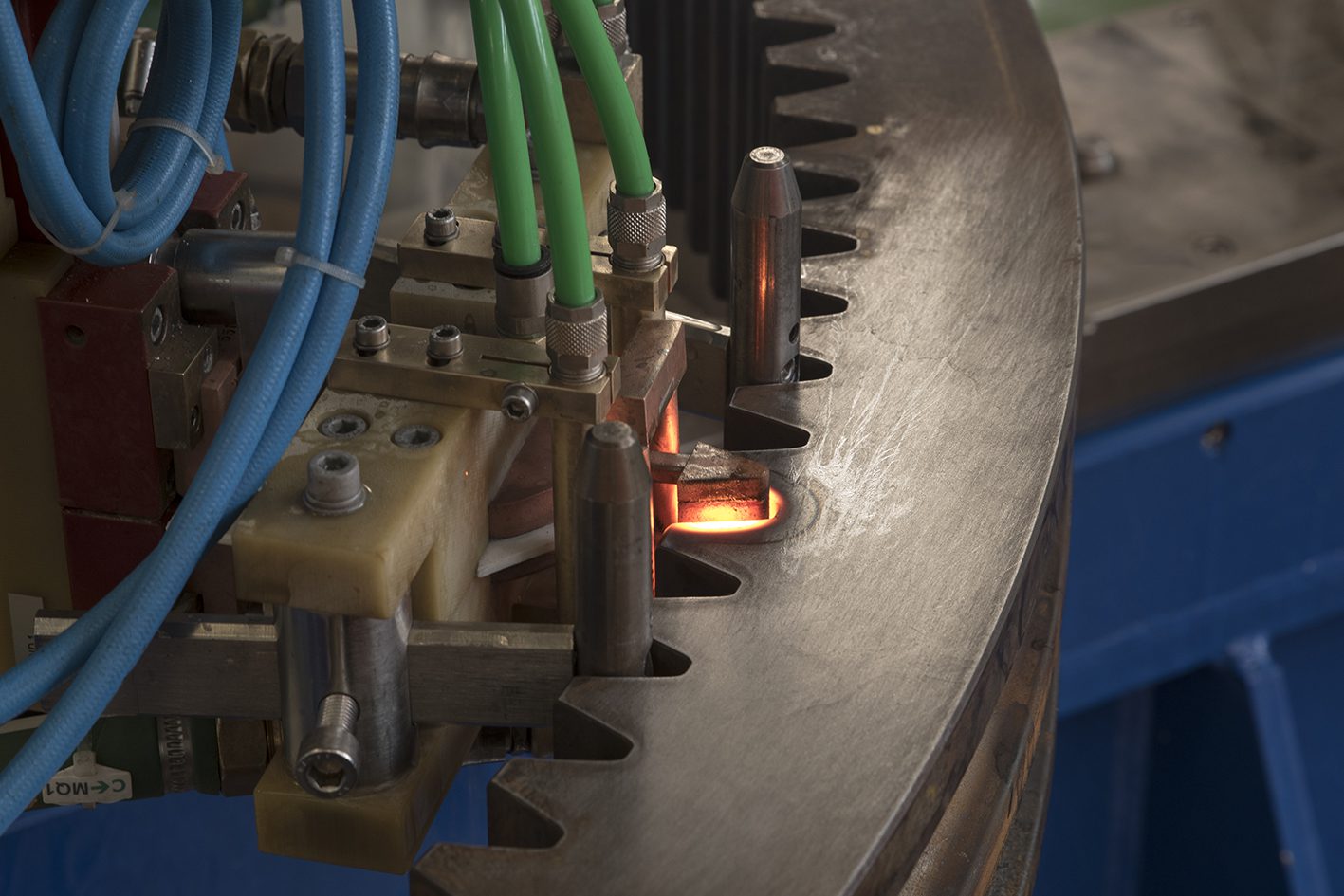
Em primeiro plano, há pontos de aquecimento com a técnica de ponto, incluindo um bloco de contorno e um dispositivo de retenção.
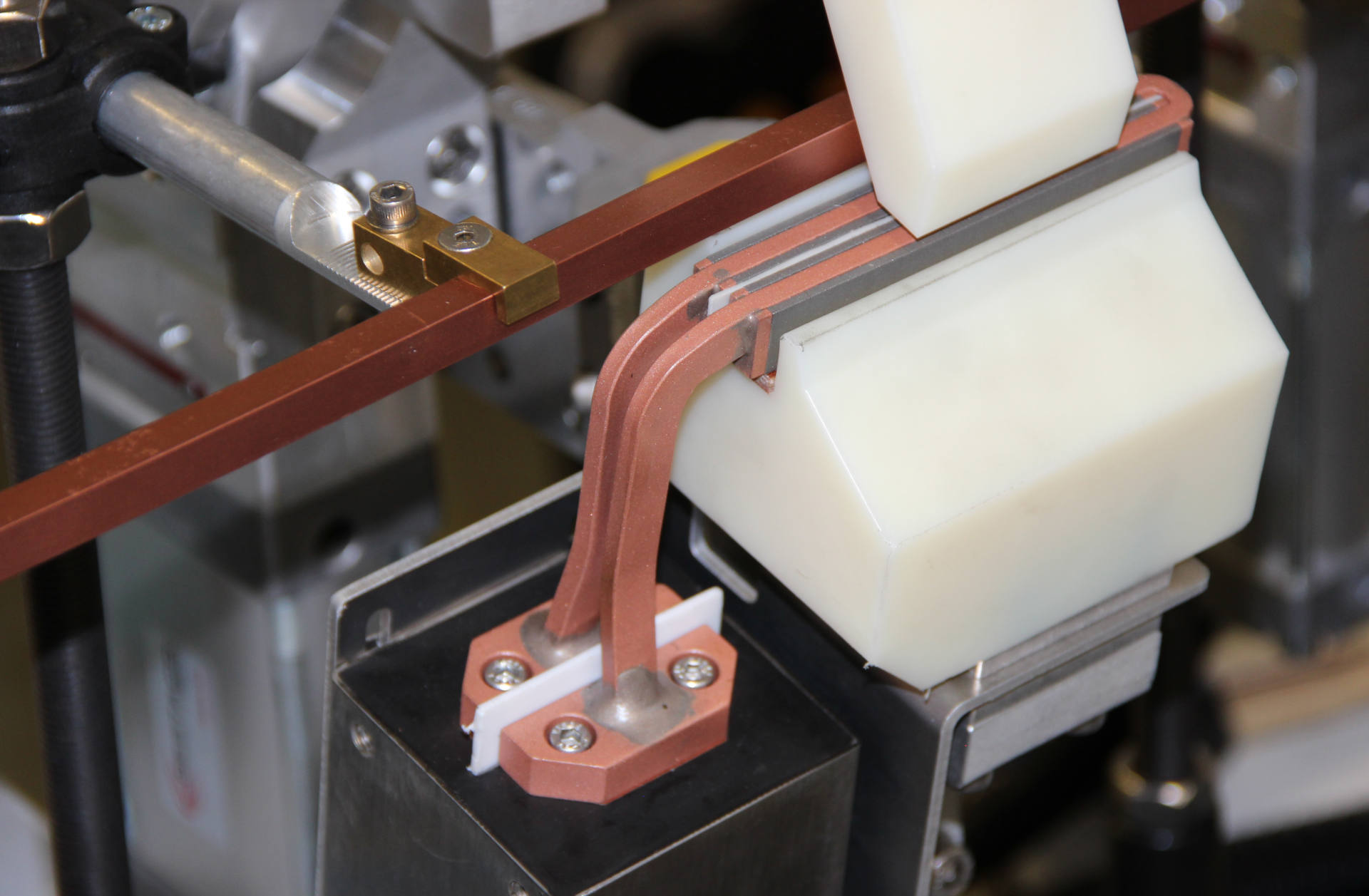
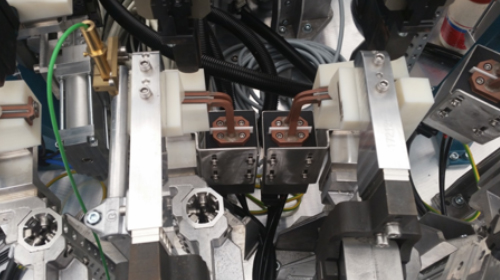
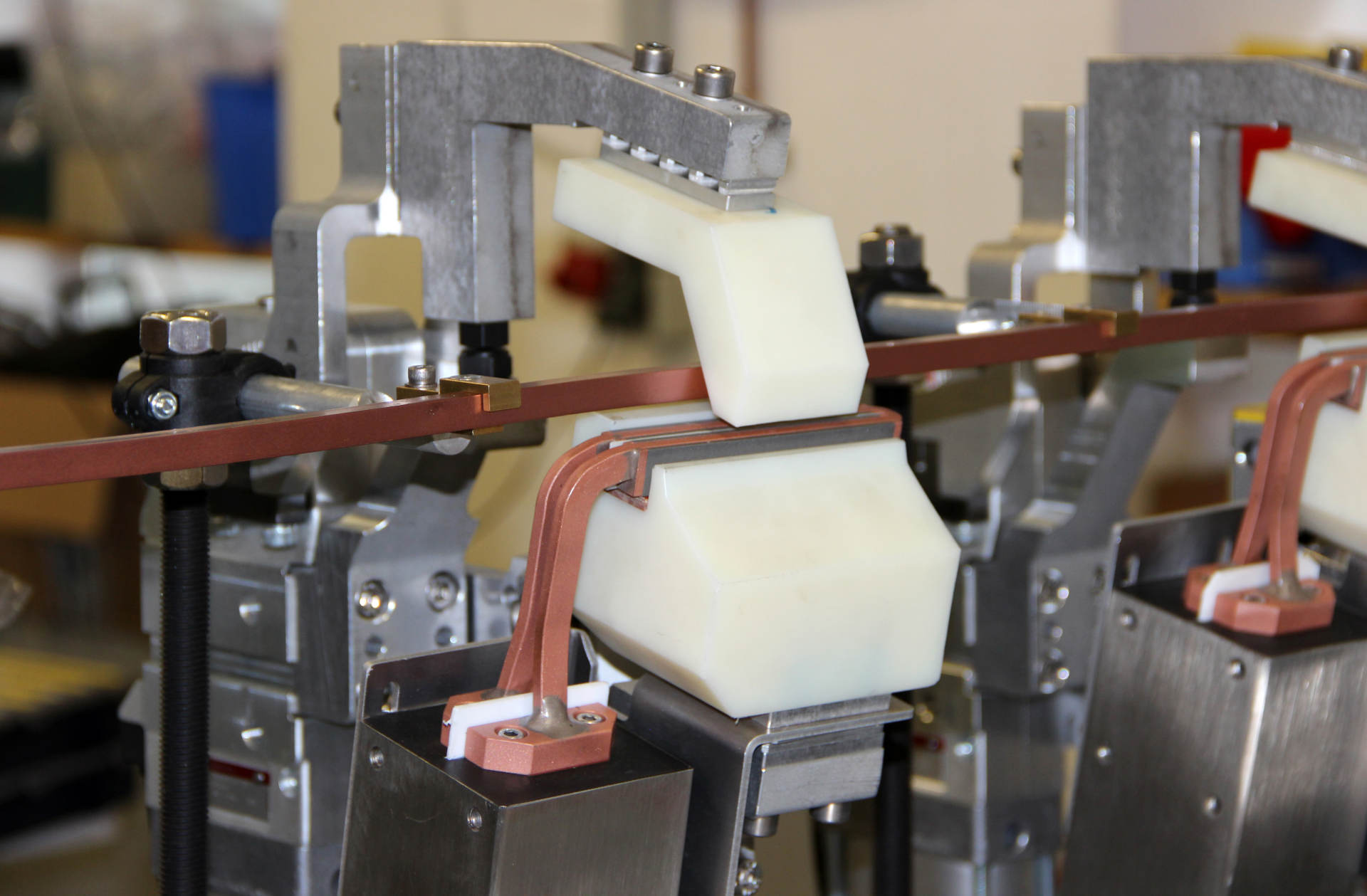
Em primeiro plano, há uma unidade de aquecimento pontual que inclui um bloco de contorno e, em segundo plano, um indutor rotativo com um suporte.