Индукционный нагрев или нагрев ТВЧ – это процесс, который используется для закалки, отпуска, нормализации или отжига стали, а также для процессов сварки или плавления металлов или других проводящих материалов. В современных произодственных процессах индукционный нагрев предлагает привлекательное сочетание скорости, постоянства результатов, контроля и энергетической эффективности.
Основные принципы индукционного нагрева применяются в производстве с 20-х годов прошлого века. Во время Второй мировой войны технология быстро развилась, отвечая срочным требованиям, возникшим в связи с войной: создать надежные и быстрые процессы, позволяющие сделать более прочными металлические детали двигателя.
В последние годы нацеленность на поиск эффективных технологий в производстве («Бережливое производство») и на повышенный контроль качества привела к возрождению технологии индукции параллельно с развитием системы точного контроля мощности для индукции в твердых телах.
Когда переменный ток воздействует на первичную обмотку трансформатора, создается электромагнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора помещается внутрь магнитного поля, возникает электрический ток.
В стандартной конфигурации индукционного нагрева источник питания генерирует переменный ток, проходящий через индуктор (обычно медная катушка), а нагреваемая деталь помещается внутрь индуктора. Индуктор действует как первичный контур трансформатора, а деталь – как вторичный. Когда через металлическую деталь проходит магнитное поле, в ней индуцируются токи Фуко.
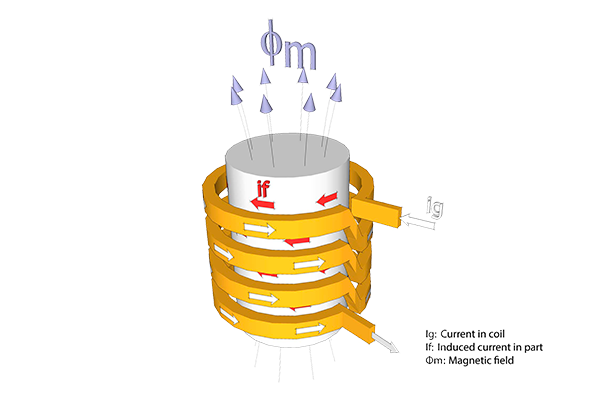
Как показано на рисунке выше, токи Фуко направлены против электрического сопротивления металла, создавая локализованную теплоту без прямого контакта между деталью и индуктором. Данный нагрев происходит в магнитных и немагнитных деталях и известен как «Эффект Джоуля», относящийся к первому закону Джоуля (формула, выражающая соотношение между произведенной теплотой и электрическим током, проходящим через проводник).
Какие преимущества имеет индукционный нагрев в сравнении с другими методами, такими как конвекция, радиация или пламя?
Уровень производительность может вырасти, поскольку индукция является очень быстрым процессом: теплота возникает мгновенно прямо в детали (например, в некоторых случаях более 1000ºC менее чем за секунду). Нагрев происходит практически мгновенно, без необходимости предварительного нагрева и охлаждения. Процесс индукционного нагрева проводится на производстве, в непосредственной близости от машины горячей или холодной штамповки, вместо того чтобы отправлять партии деталей в другую установку.
С энергетической точки зрения данный процесс является единственным по-настоящему эффективным. Он превращает потребленную энергию в полезную теплоту до 95%; в печах обычно достигается лишь 45%. К тому же, поскольку нет необходимости производить предварительный нагрев и охлаждение в рабочие циклы, потери теплоты в режиме ожидания сводятся к минимуму.
При индукционном нагреве обрабатываемая деталь никогда не вступает в прямой контакт с пламенем или с другим нагревающим элементом; теплота возникает прямо внутри детали под действием переменного тока. В результате, деформации, искажения и брак продукта сводится к минимуму. Для достижения максимального качества продукта деталь можно изолировать в закрытой камере с контролируемой атмосферой – в вакууме, инертной или разреженной атмосфере – для устранения окисления.
Индукционный нагрев устраняет недостатки и проблемы с качеством продукции, газовой горелкой или другими методами. После калибровки и запуска системы отклонений не возникнет: параметры нагрева стабильны и надежны.
При помощи высокочастотных преобразователей GH достигается температура с высокой точностью, что обеспечивает равномерный результат; преобразователь можно включать и выключать мгновенно. Благодаря закрытому контуру регулирования температуры передовые системы индукционного нагрева способны измерять температуру каждой детали индивидуально. Скорость роста, поддержания и снижения температуры может устанавливаться отдельно для каждого конкретного случая, а данные по каждой обрабатываемой детали заносятся в память.
Системы индукционного нагрева не сгорают, как традиционные ископаемые горючие. Индукция – это чистый незагрязняющий процесс, помогающий защитить окружающую среду. Система индукции помогает улучшить условия труда работников, поскольку не производит дыма, чрезмерной жары, токсичных выбросов и шума. Нагрев безопасен, поскольку не создает опасности для оператора, и, так как не применяется открытый огонь, не задымляет процесс. На непроводящие материалы не оказывается никакого воздействия, поэтому они могут располагаться в непосредственной близости от зоны нагрева.
Использование решений, предлагаемых Группой GH, позволяет улучшить эксплуатацию и обслуживание индукционной системы, поскольку они сводят к минимуму приостановки производства, уменьшают потребление энергии и увеличивают контроль качества деталей.
