Механическая обработка деталей может вызывать внутренние напряжения в некоторых их частях. Чем больше и сложнее деталь, тем больше напряжений. Чем больше и сложнее заготовка, тем больше будет возникать напряжений. Данные внутренние напряжения со временем могут иметь негативные последствия, приводя к образованию трещин и другим повреждениям. Поэтому часто необходимо снятие остаточных напряжений.
Снятие остаточных напряжений заключается в контролируемом применении тепла, до и/или после деформации и/или механической обработки. Это улучшает качество структуры металла, предотвращая образование остаточных напряжений.
Снятие остаточных напряжений может быть полным или местным. Оно производится при температуре, соответствующей характеристикам обрабатываемого материала, в течение определенного времени с последующим контролируемым охлаждением.
Следует обращать особое внимание на однородное охлаждение металла, особенно когда части детали имеют различную толщину. Если скорость охлаждения неоднородна, могут возникнуть новые напряжения.
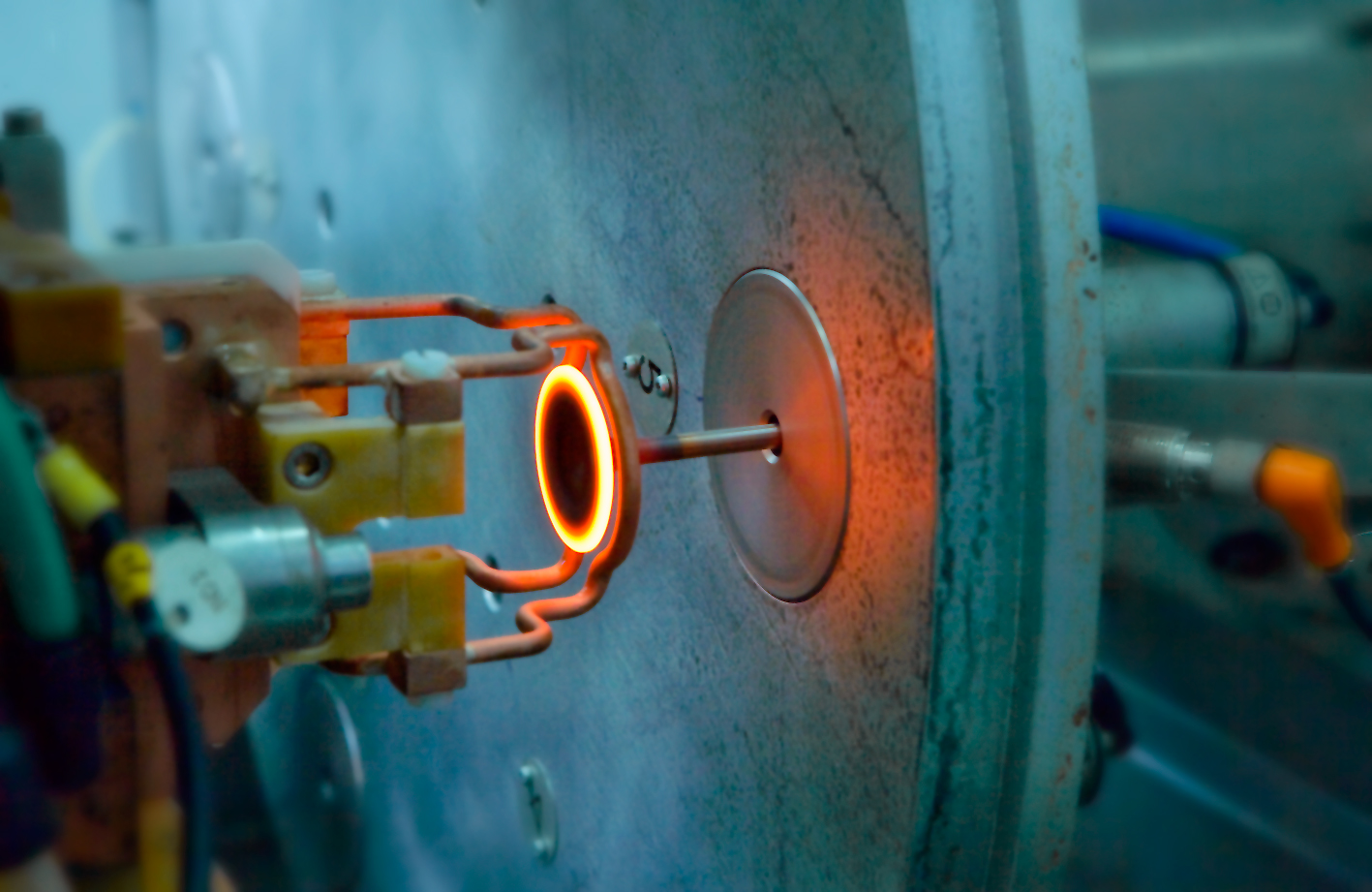
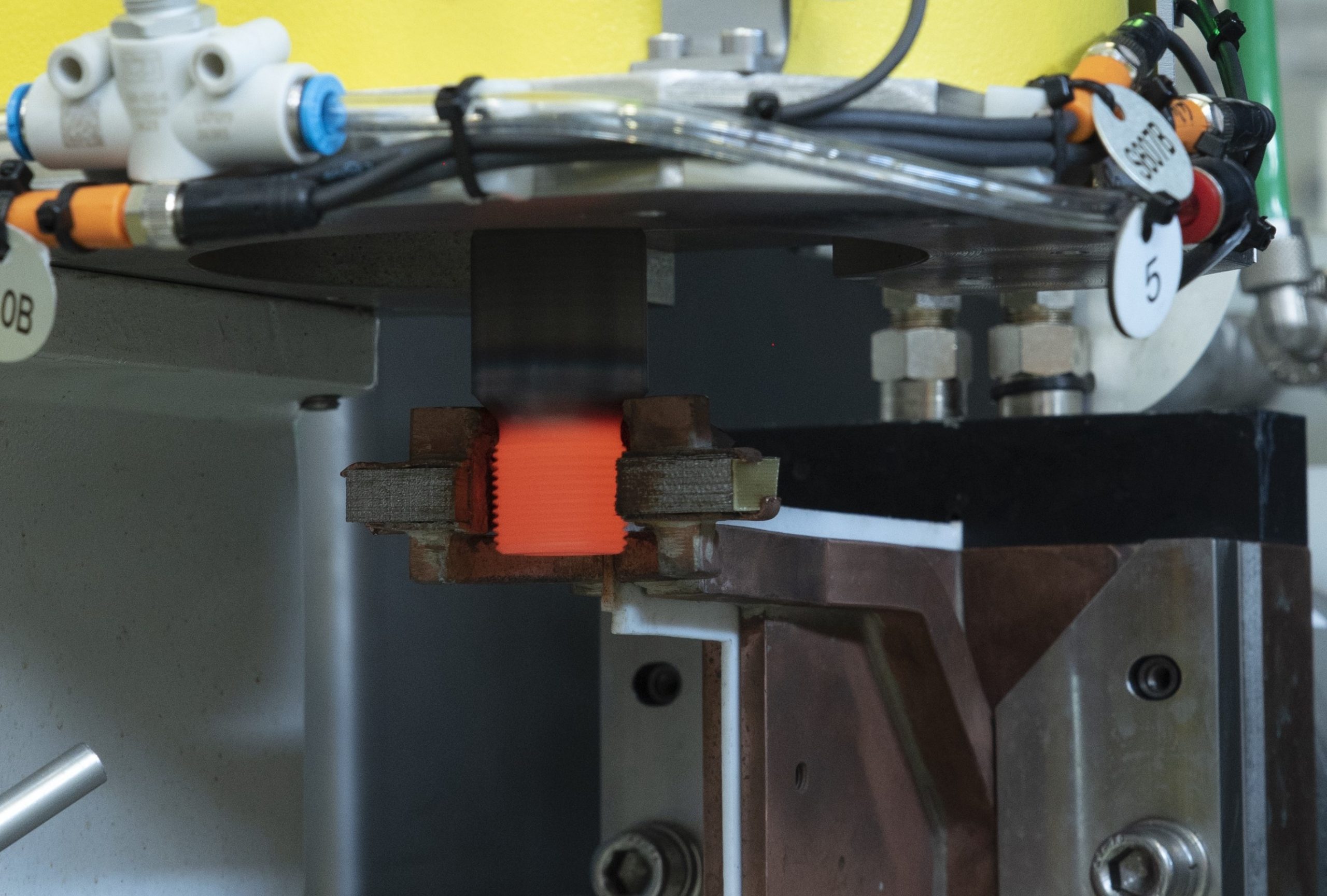
Существуют различные способы нагрева для снятия остаточных напряжений, такие как применение газовых печей, электронагревателей или индукционного нагрева ТВЧ.
 Снятие напряжения с концов трубы путем индукции
Снятие напряжения с концов трубы путем индукции