Bell Jar Vacuum Systems
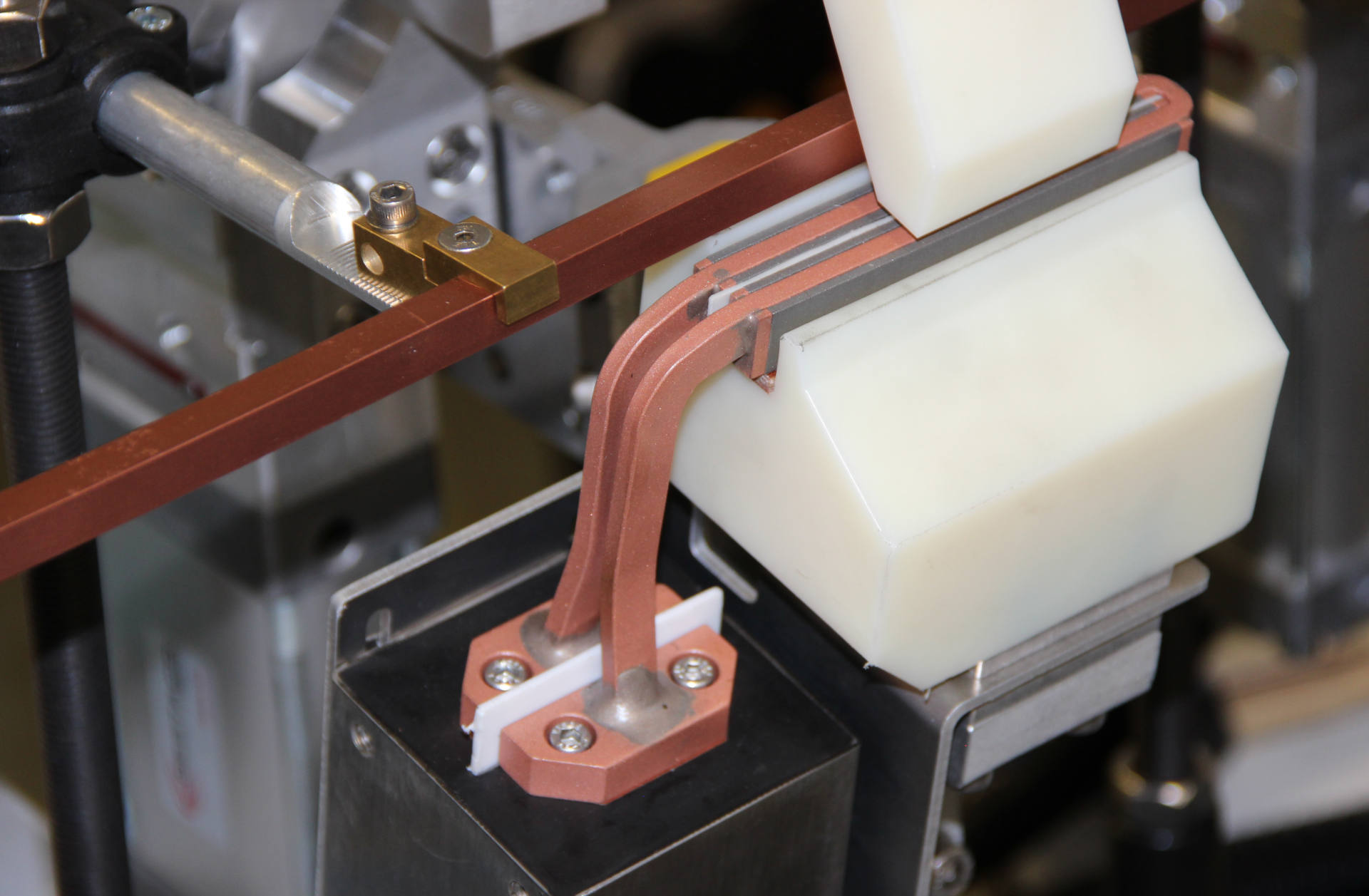
In a bell jar vacuum system, parts are directly heated in a fully enclosed chamber, which can be pumped down to 5×10-6 Torr. Special fixturing can be designed for automatic part loading and unloading, This type of system is often used for vacuum brazing steel or nickel alloys with steel.
With a bell jar system, the parts are positioned before the bell jar is lowered into place and the controlled atmosphere is created. In this environment, a high degree of control over the overall process can be achieved and open-air issues of oxidation, scaling and carbon buildup can be virtually eliminated.
- Protective Atmosphere Heating With Easy Access To Parts & Fixturing.
- Vacuum Level To 5×10-6 Torr At Moderate Temperatures.
- Can Be Adapted For Automatic, High Volume Operation.
- Auto/Manual Control with Easy-To-Use Touch Screen.
- Optional Temperature Control.
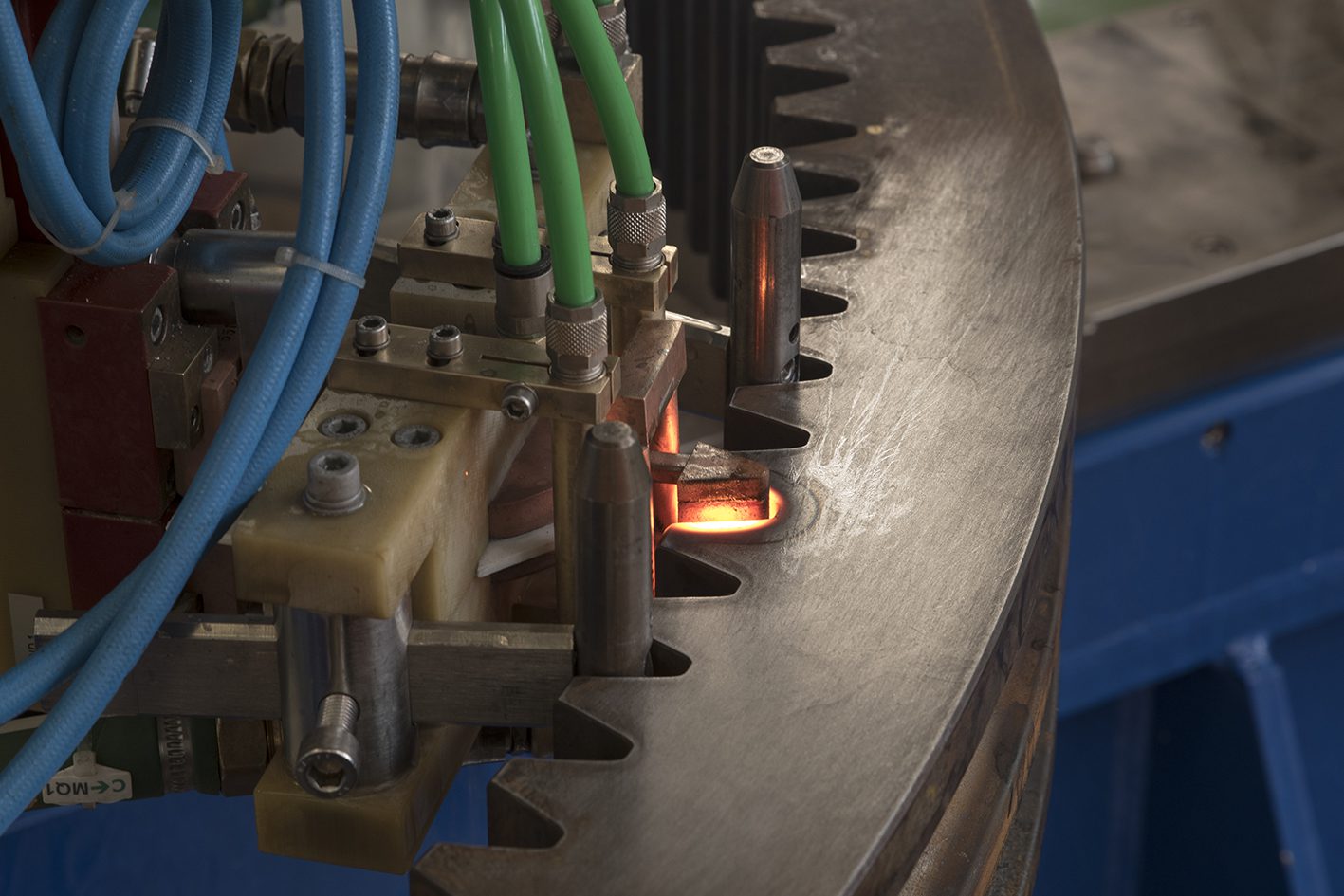
- Direct Induction Heating of Joint Area.

Induction Heating Vacuum Furnace
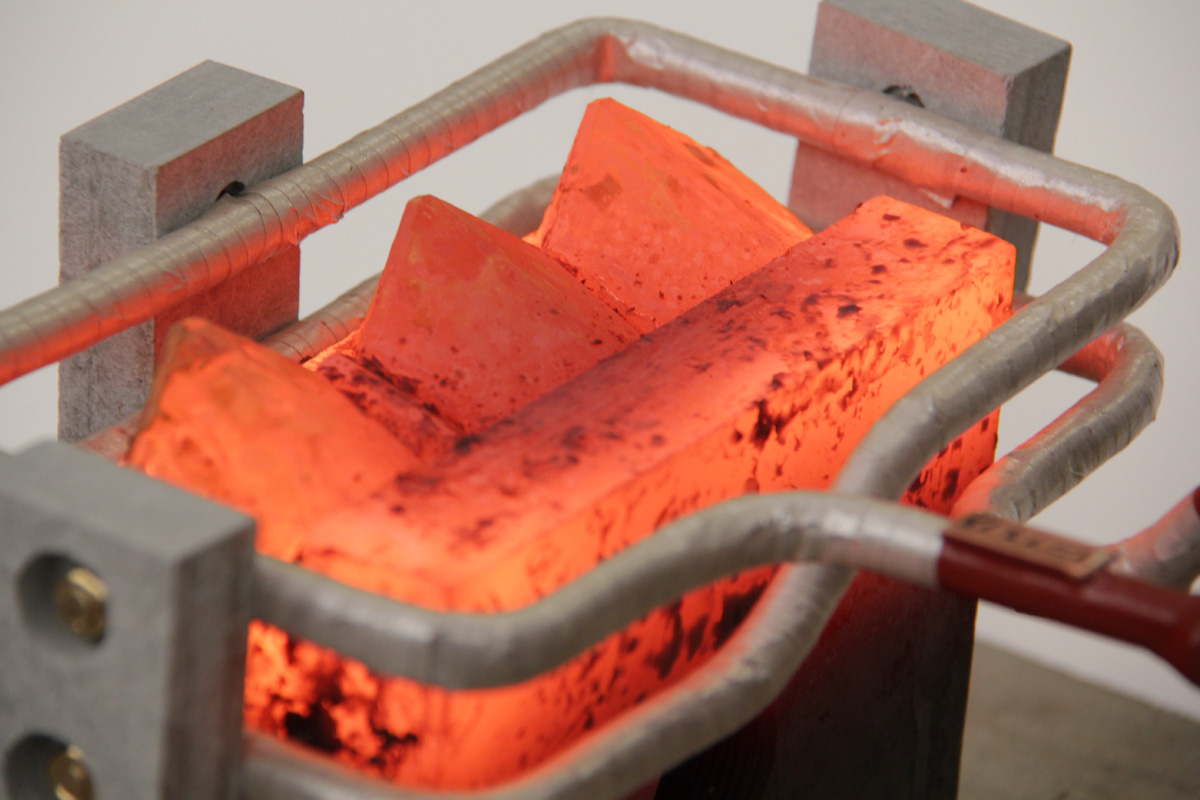
An alternative method for vacuum brazing is to use an induction heating vacuum furnace, which is often the best choice for brazing parts of unusual shapes or “orphans” from other heating processes. The difference is that the induction furnace will heat the entire part rather than just a narrowly focused joint area. Quartz viewports can provide access for infrared temperature sensing of each individual part.
The use of induction heating eliminates the long heat cycle-time requirements of a conventional vacuum furnace. Through the use of induction, the necessary heat is produced quickly, efficiently and directly into a small graphite susceptor, which radiates the heat uniformly into the part.
- Indirect Whole Part Heating.
- Typical Ultimate Vacuum of 5×10-6 Torr.
- Up to 90% Reduction in Overall Cycle Times.
- Can Be Adapted For Automatic, High Volume Operation.
- Auto/Manual Control with Easy-To-Use Touch Screen.
- Optional Temperature Control.