Examples for inductive bonding
Our solutions are individually tailored to each application to achieve the best possible results. Concerning the quality of the processing and the finished product, we do not make any compromises, but always strive for perfection.
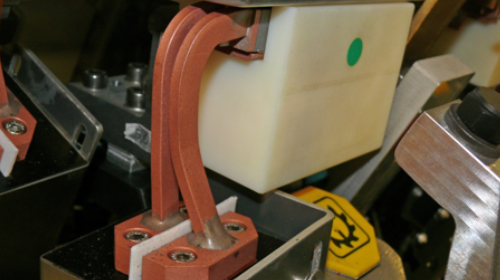
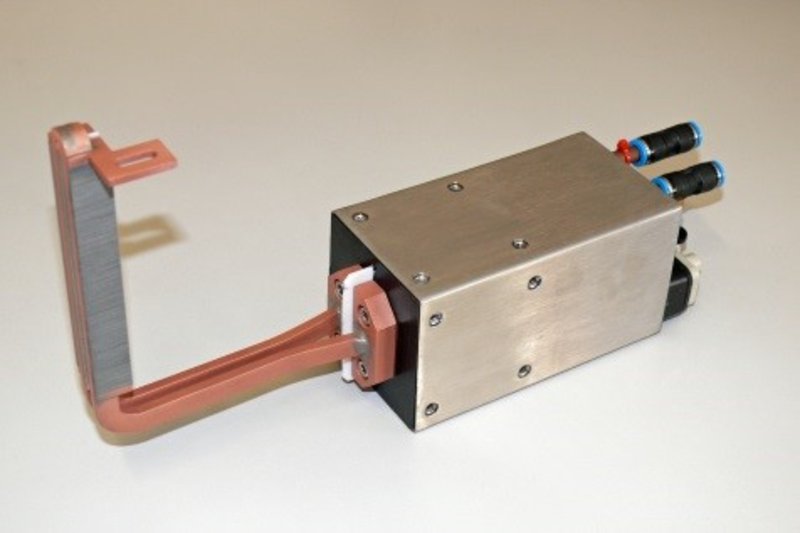
In the foreground is a spot heater and, in the background, a circulating inductor. Both are integrated in a heating rack.

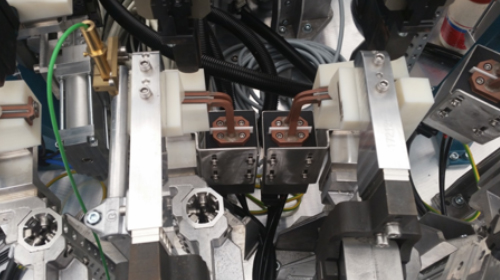
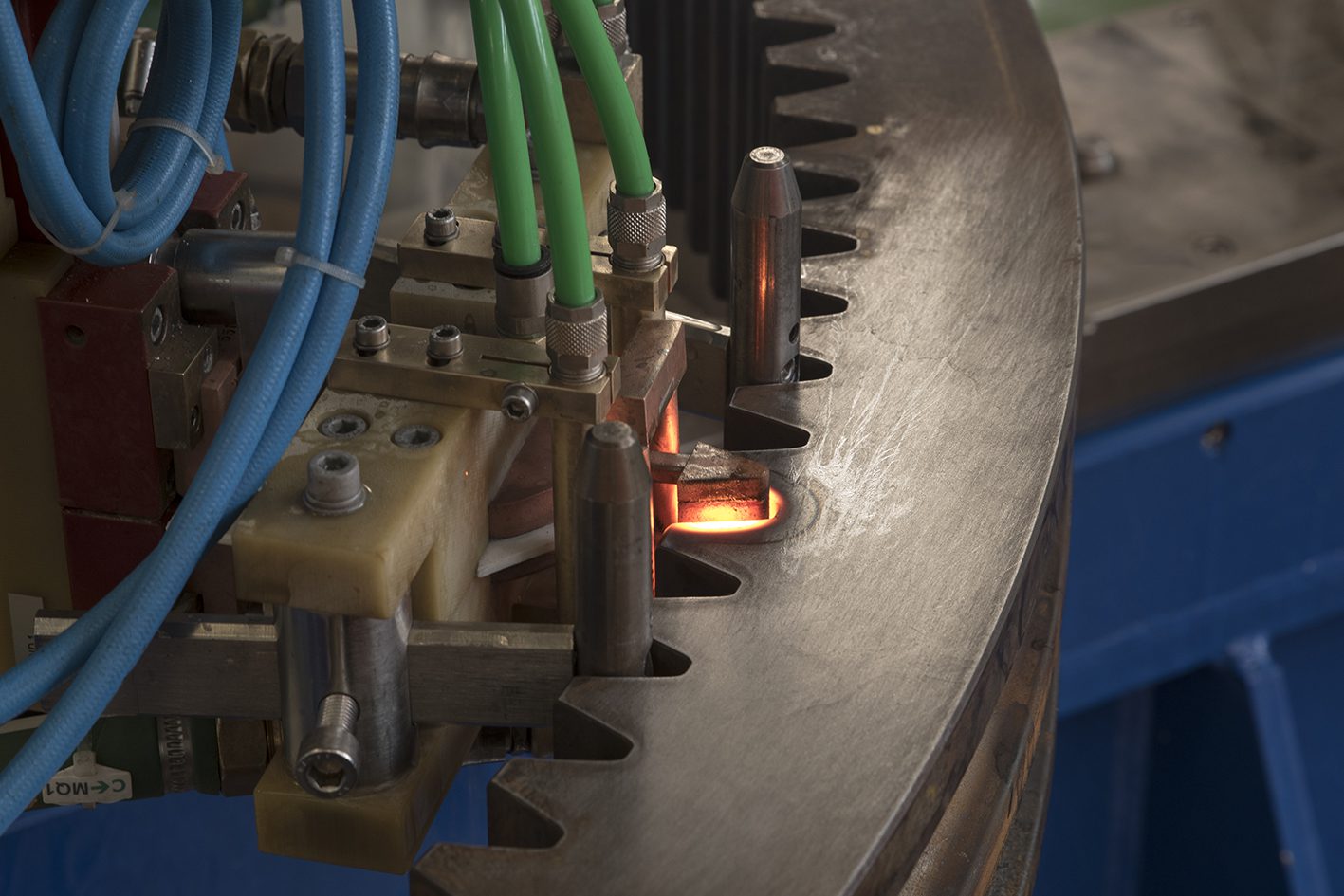
In the foreground are heating points with the spot technique including a contour block and hold-down device.
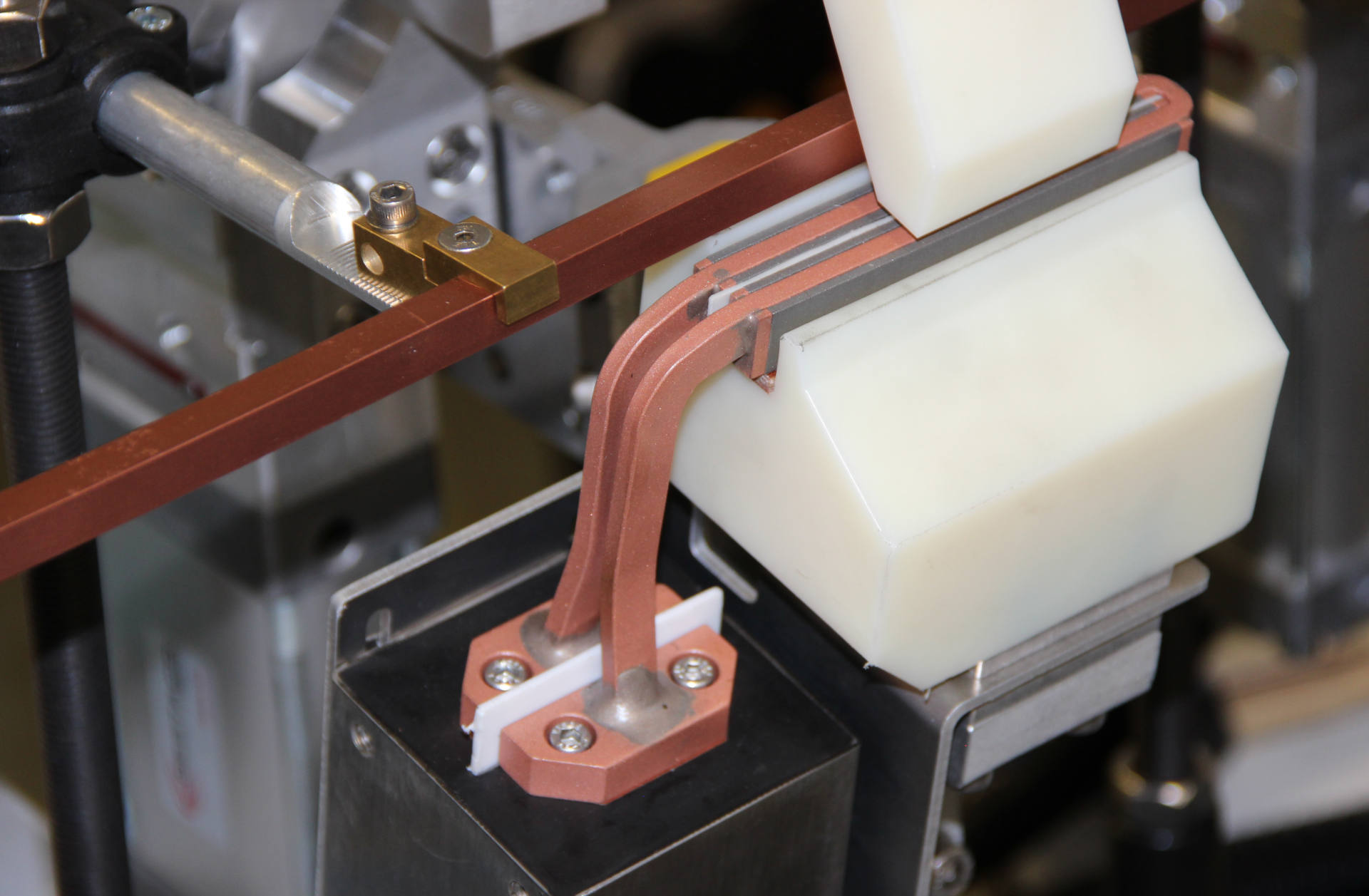
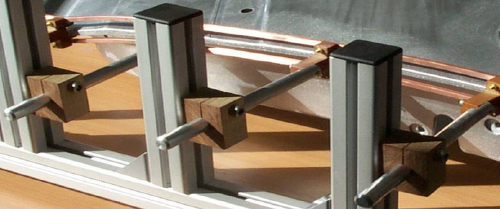
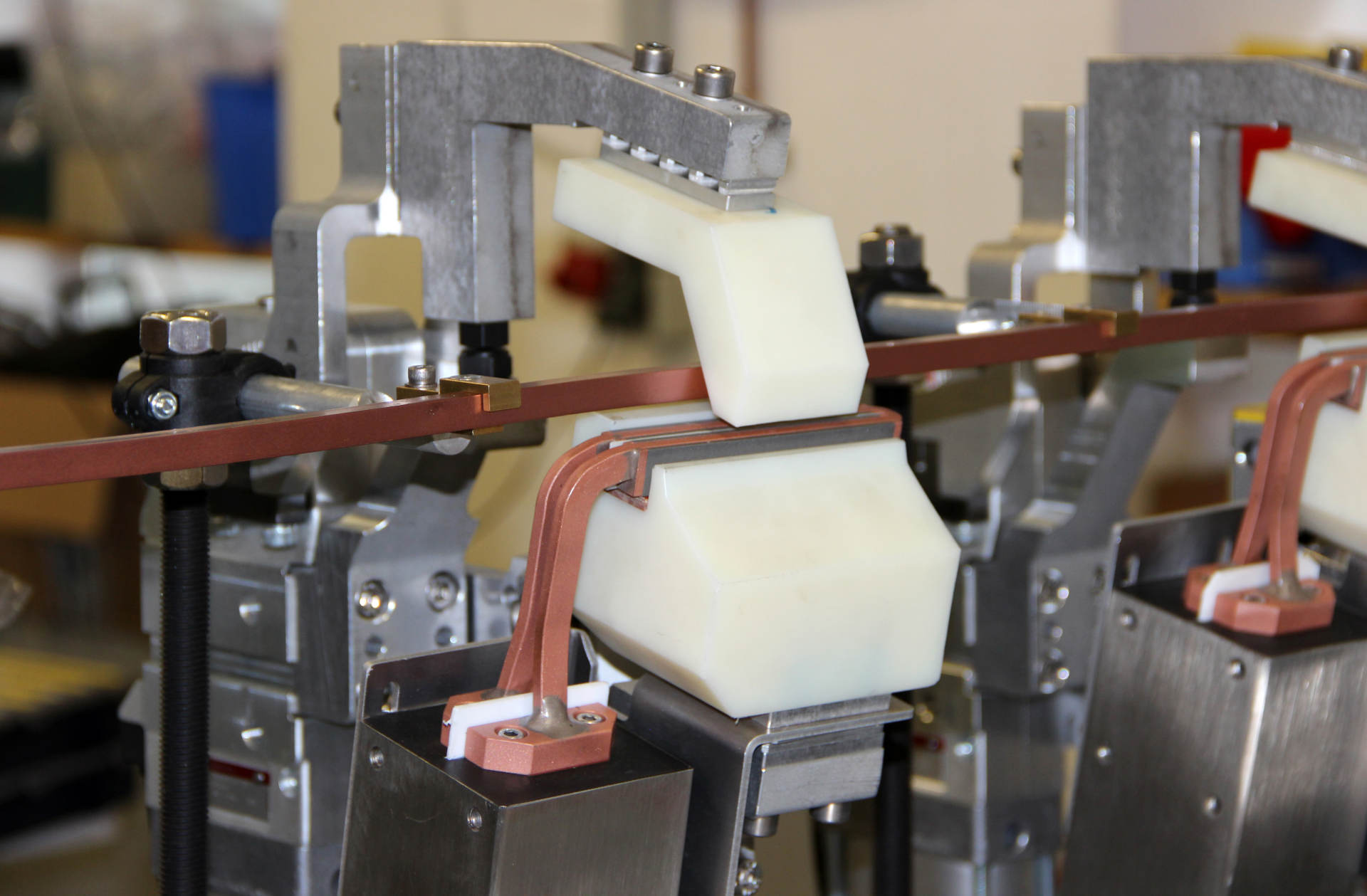
In the foreground is a spot heating unit including a contour block and in the background is a rotating inductor with a holder.