E-mobility
Boost your production
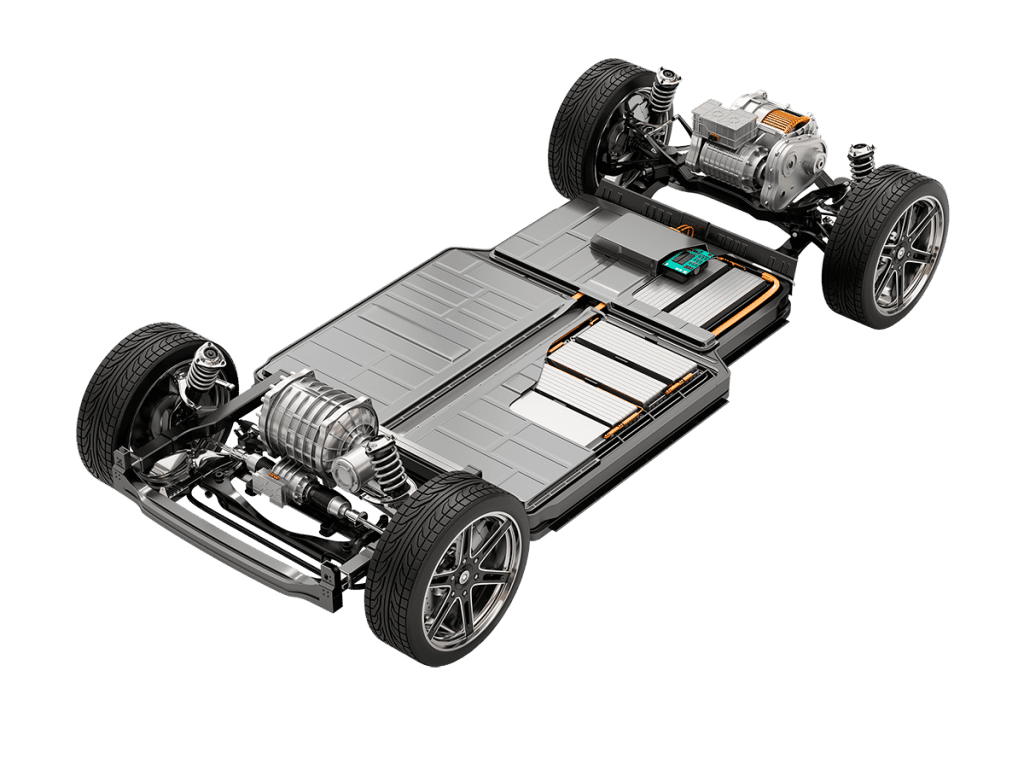
Electric drives (e-drive) motors and energy-efficient solutions are becoming more and more important and demanding. At GH we have been involved in this change for many years. Numerous applications have been implemented with well-known OEM brands as well as Tier 1 suppliers and we have participated in R&D projects.
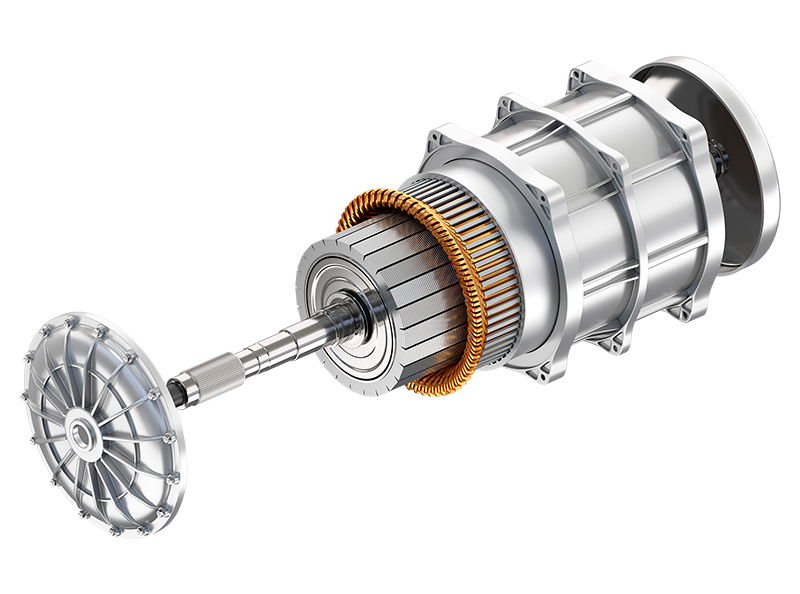
The electric traction motor is the largest and most powerful motor in the vehicle with many components, such as rotor, shaft, stator, various gears, housing, and many unmentioned products. Some of the components shown are hardened, heated, or joined in the process. Induction heating offers the ideal heating technology for the advanced manufacturing. The process is faster, more accurate and more reliable than many alternatives. In addition, it can be integrated almost seamlessly into any production environment.