Beispiele für induktives Kleben
Unsere Lösungen sind individuell auf jede Anwendung zugeschnitten, um die bestmöglichen Ergebnisse zu erzielen. Was die Qualität der Verarbeitung und das Endprodukts angeht, gehen wir keine Kompromisse ein, sondern streben stets nach Perfektion.
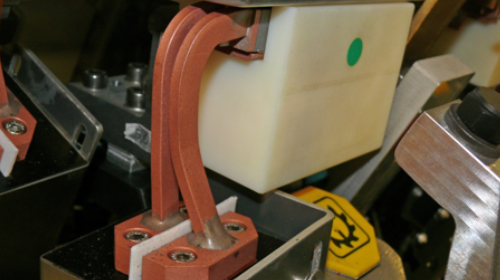
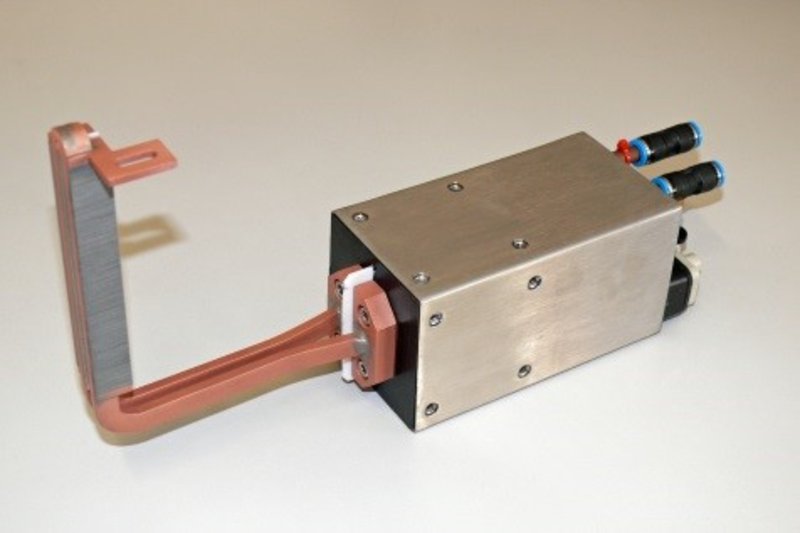
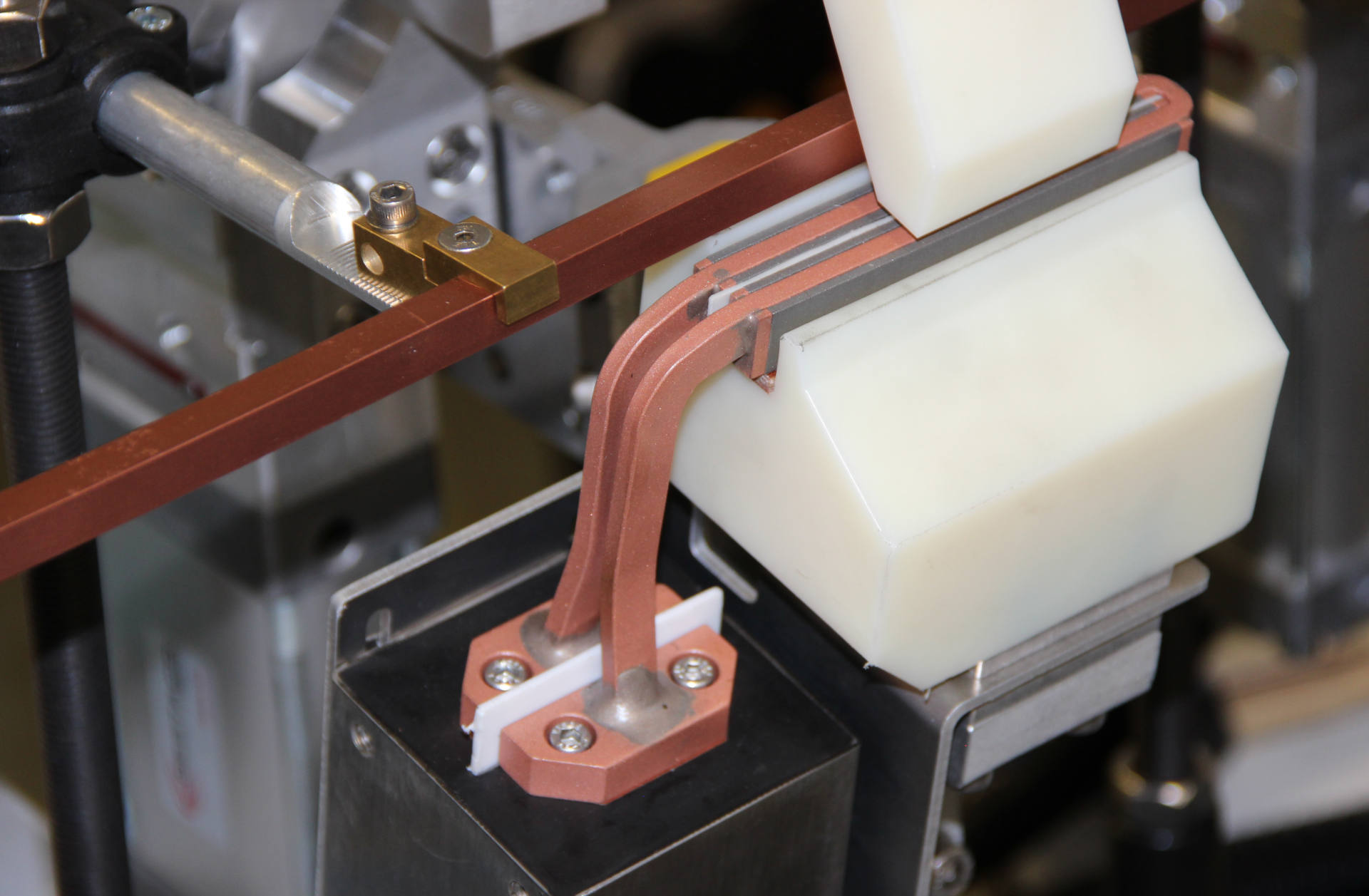
Im Vordergrund ist ein Spotheizer zu sehen, im Hintergrund ein Zirkulationsinduktor. Beide sind in ein Heizgestell integriert.

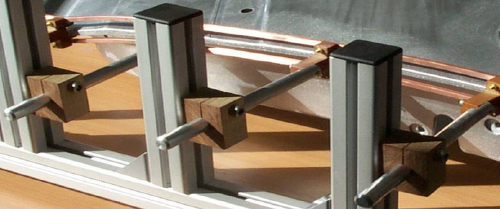
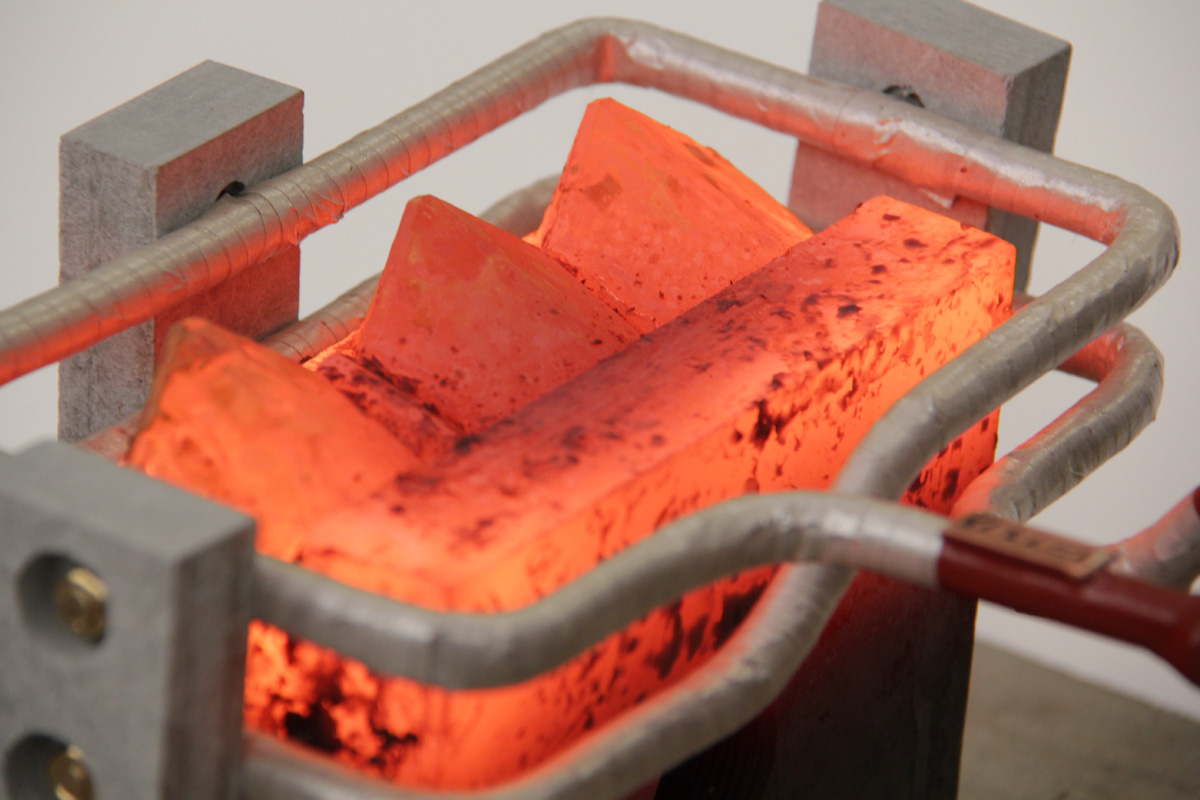
Im Vordergrund stehen Heizpunkte mit der Spot-Technik inklusive Konturblock und Niederhalter.
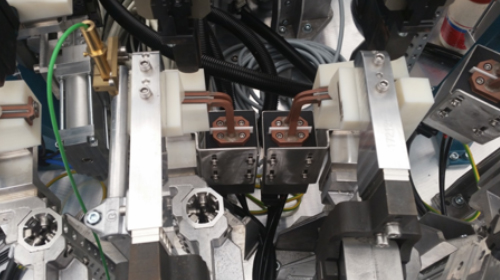
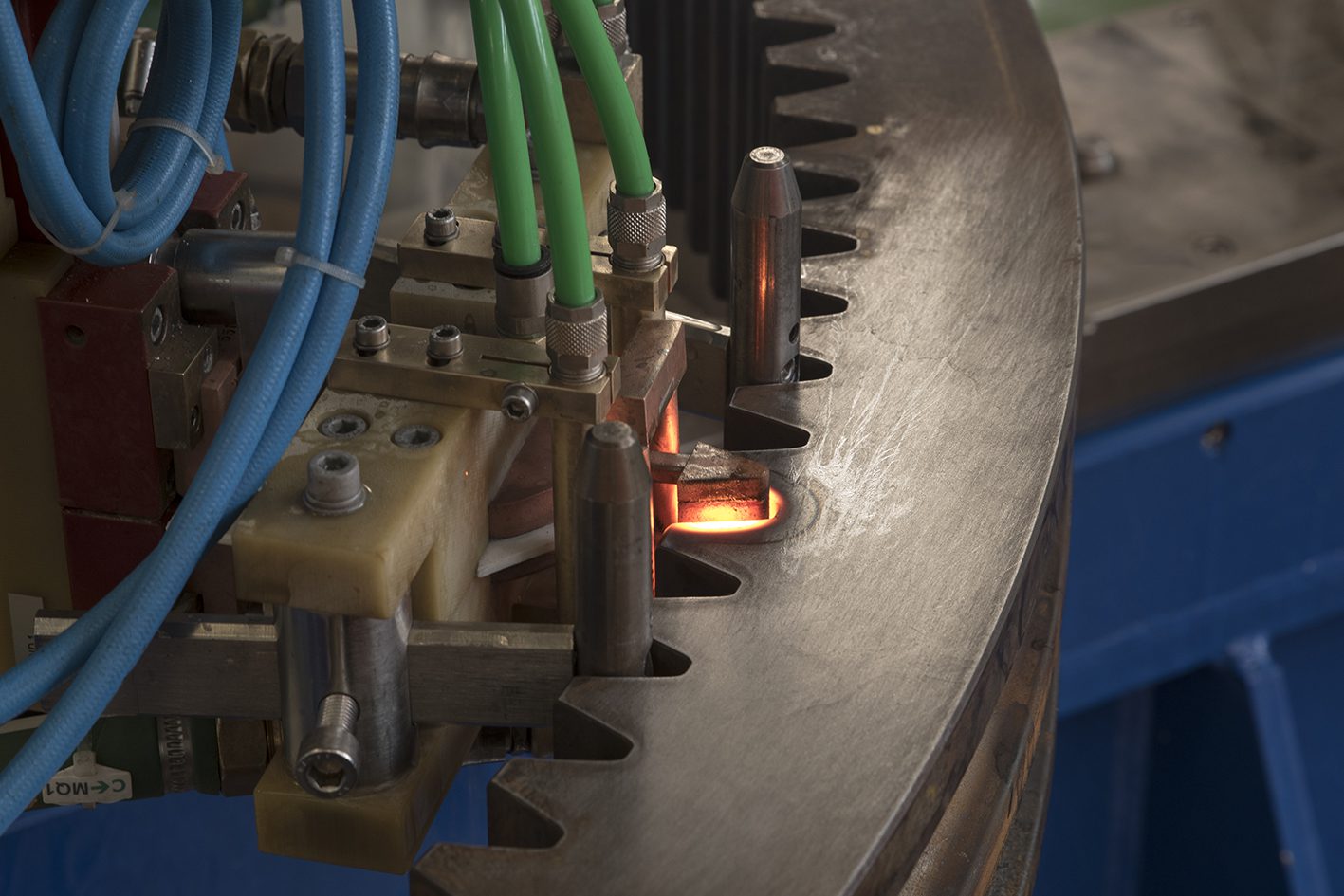
Im Vordergrund ist eine punktuelle Heizeinheit mit einem Konturblock zu sehen, im Hintergrund ein rotierender Induktor mit einem Halter.