Boost your production
Electric drives (e-drive) motors and energy-efficient solutions are becoming more and more important and demanding. At GH we have been involved in this change for many years. Numerous applications have been implemented with well-known OEM brands as well as Tier 1 suppliers and we have participated in R&D projects.
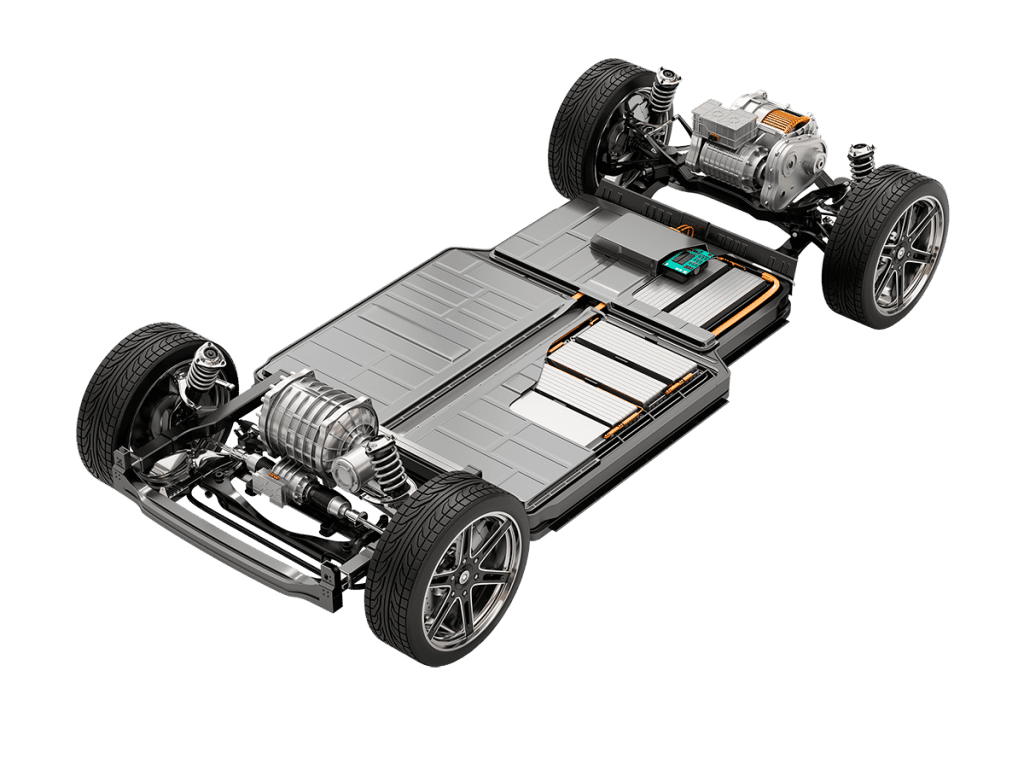
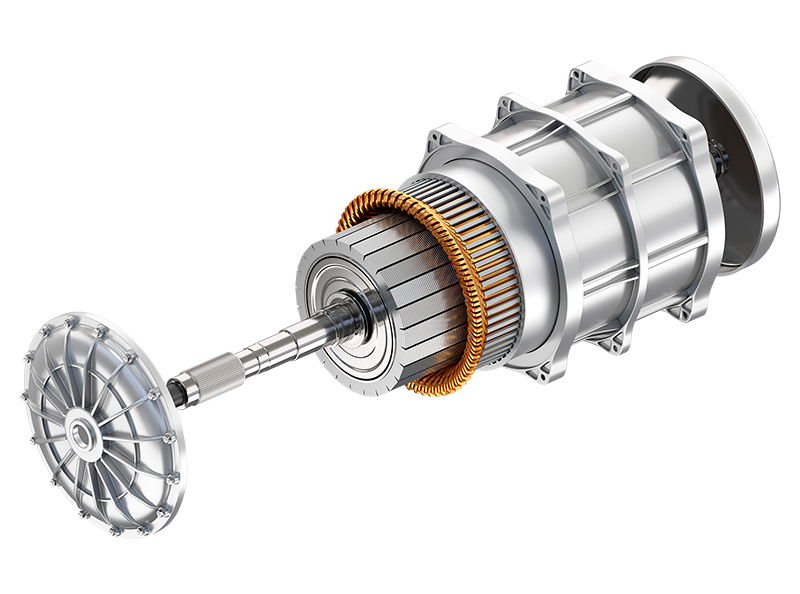
The electric traction motor is the largest and most powerful motor in the vehicle with many components, such as rotor, shaft, stator, various gears, housing, and many unmentioned products. Some of the components shown are hardened, heated, or joined in the process. Induction heating offers the ideal heating technology for the advanced manufacturing. The process is faster, more accurate and more reliable than many alternatives. In addition, it can be integrated almost seamlessly into any production environment.


Know more about our induction solutions in E-mobility industry
Induction heating is increasingly being used for the impregnation of stators and rotors because the heating speed, reproducibility, efficiency, and process reliability make it a super alternative to conventional ovens.
In the most common machine designs, the stator/rotor is gripped from the inside, so heating is done with an outer ring inductor. In any case, the heating is designed to suit the machine concept. Typically, the stator/rotor is preheated to approximately 100°C and then trickled. After trickling, the stator / rotor is then inductively heated to 150°C and hardened to 180°C.
Painted copper wire (hairpins) is inserted into the laminated core of the stator to join the stripped ends of the hairpins by laser welding.
The copper ends are then inductively heated (using an internal inductor, an external inductor, or a combination) to a defined temperature. The copper ends are then coated with a powdered polymer to insulate them.
Induction bonding is an equivalent assembly method to mechanical connections (staples, bolts, rivets, welds, screws, etc.). Induction heating also enables the gelling or curing of epoxy adhesives used to attach inserted magnets.
During induction assembly, there are no forces or vibrations compared to a mechanical connection. The magnetic properties of the magnet remain unaffected during the process.

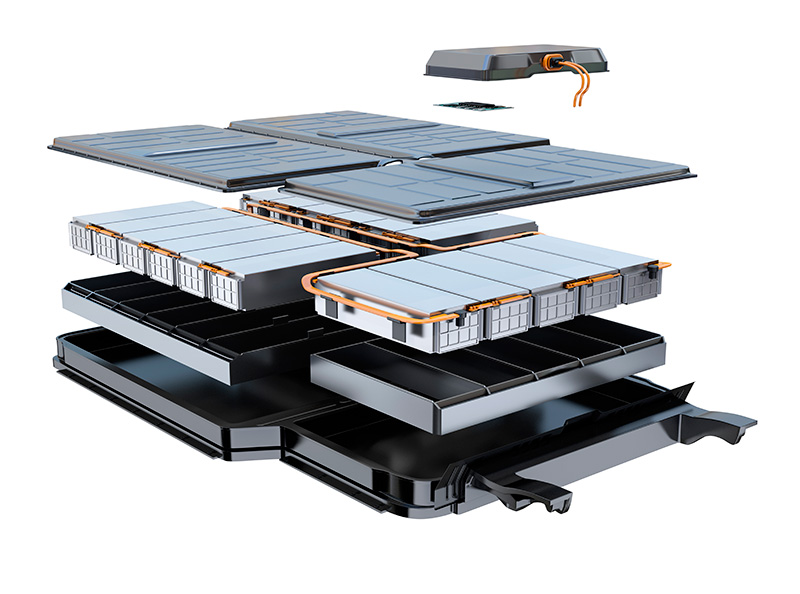
Joining is also essential in the rotor production line to create a force-fit connection between two components. For example, the rotor pack is heated to about 200°C by induction. This can be done by means of an inner ring inductor, an outer ring inductor or in combination. The rotor shaft can then be joined to the rotor with almost no force.
A short-circuit ring is attached to the lower side of the rotor. In this application, the ring is heated to approx. 700°C with an outer ring inductor. The previously applied solder now connects both components. One of the greatest advantages of induction brazing is the targeted application of heat, so that deformations in the component are largely avoided.
Rotor shafts in traction motors have to withstand very high torques and at the same time be very light. Induction hardening is the best solution to provide strength in selected areas of the shaft and GH has a wealth of experience and several unique solutions to treat rotor shafts either on seats, splines, male or female types in 1, 2 or 3 zones. Our vertical scanners, TVK family, are even able to treat different zones in the same station, ready to integrate robots and minimize distortion.

Induction heating followed by assembly / shrink fitting has also found its way into the manufacture of rotor shafts as induction heating is a fast and cost-effective process. In this application, bearings are heated horizontally and then mounted vertically. Gravity helps to ensure that the bearing is correctly positioned against its contact surface on the shaft during cooling / shrinking.
Previously to the welding process, the rotor surface area to be welded can be heated very quickly without having to heat the entire component.
Inductive joining or shrinking uses induction technology to introduce heat into the component, causing the heated material to expand. This structural change is utilized accordingly. The use of induction heating allows the process to be applied to very complex components or assemblies.
Induction heating for joining is becoming more and more relevant in electric motor production, for example, the housing is joined to the stator assembly. The variants already implemented range from pure induction equipment to fully automatic heating and joining systems. GH solutions manage to join a huge range of housings / assemblies without the need to set up the mechanics and change the inductors.

Induction heating is a simple and safe application not only for joining but also for shrinking. For example, in the recycling process, an already assembled stator with housing needs to be shrunk so that the disassembled components can be further processed or recycled.

Quality and expenses reduction.
Additive manufacturing (AM) is the key to achieving full coil adaptation for your heated parts. With pure copper 3D inductors, the number of changeovers is reduced due to the extraordinary service life of the coils, up to 400% in certain applications.
Patented by GH.

Energy efficiency and ruggedness.
GH power supplies combine Silicon Carbide (SiC) cutting edge technology with rugged construction for the ultimate in durability and versatility [5,400] kHz. State-of-the-art Silicon Carbide (SiC) semiconductor materials are used to increase energy efficiency, high power density, bandwidth, and resistance to voltage and temperature.

You get the best process with the shortest possible lead time. This service improves your heat treatment during your asset life combining 3D induction heating simulations and 3D printed inductors.

Production quality and traceability are two of the most important aspects of any manufacturing process. As such, IPM (Induction Process Monitoring) is a mandatory digital system to ensure the quality of the process, comply with ISO/TS 16949 and CQI-9 standards. It is based on a 100% control over the treated parts; and on real-time measurements of the parameters involved in the tretment.

ConnectAR is a remote assistance service. It improves productivity, reduces downtime, and makes technical problem identification easier by allowing instant live feedback in our video calls.
