Induction heating is a process which is used to bond, harden or soften metals or other conductive materials. For modern manufacturing processes, induction heating offers an attractive combination of speed, consistency, control and energy efficiency.
The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts.
More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies.
When an alternating electrical current is applied to the primary of a transformer, an alternating magnetic field is created. According to Faraday’s Law, if the secondary of the transformer is located within the magnetic field, an electric current will be induced.
In a basic induction heating setup, a power supply sends an AC current through an inductor (often a copper coil), and the part to be heated (the workpiece) is placed inside the inductor. The inductor serves as the transformer primary and the part to be heated becomes a short circuit secondary. When a metal part is placed within the inductor and enters the magnetic field, circulating eddy currents are induced within the part.
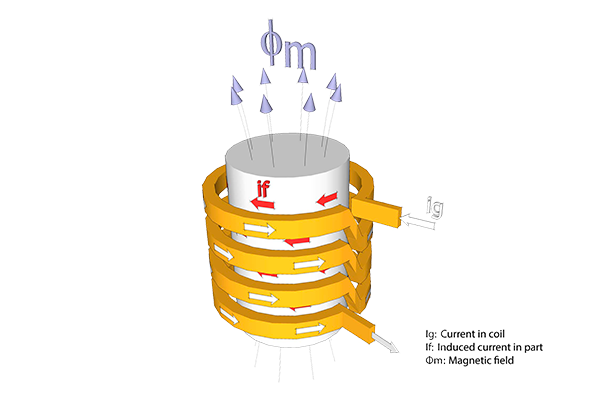
As shown in the diagram, these eddy currents flow against the electrical resistivity of the metal, generating precise and localized heat without any direct contact between the part and the inductor. This heating occurs with both magnetic and non-magnetic parts, and is often referred to as the “Joule effect“, referring to Joule’s first law – a scientific formula expressing the relationship between heat produced and electrical current flowing through a conductor.
Why choose induction heating over convection, radiant, open flame or another heating method?
Production rates can be maximized because induction works so quickly; heat is developed directly and instantly (Example >1000ºC in
This uniquely energy-efficient process converts up to 90% of the expended energy into useful heat; batch furnaces are generally only 45% energy-efficient. And since induction requires no warm-up or cool-down cycle, stand-by heat losses are reduced to a bare minimum.
With induction, the part to be heated never comes into direct contact with a flame or other heating element; the heat is induced within the part itself by alternating electrical current. As a result, product warpage, distortion and reject rates are minimized. For maximum product quality, the part can be isolated in an enclosed chamber with a vacuum, inert or reducing atmosphere to eliminate the effects of oxidation.
Induction heating eliminates the inconsistencies and quality issues associated with open flame, torch heating and other methods. Once the system is properly calibrated and set up, there is no guess work or variation; the heating pattern is repeatable and consistent.
With GH power supplies, precise temperature control provides uniform results; power can be instantly turned on or shut off. With closed loop temperature control, advanced induction heating systems have the capability to measure the temperature of each individual part. Specific ramp up, hold and ramp down rates can be established & data can be recorded for each part that is run.
Induction heating systems do not burn traditional fossil fuels; induction is a clean, non-polluting process which will help protect the environment. An induction system improves working conditions for your employees by eliminating smoke, waste heat, noxious emissions and loud noise. Heating is safe and efficient with no open flame to endanger the operator or obscure the process. Non-conductive materials are not affected and can be located in close proximity to the heating zone without damage.
Using GH induction heating solutions means to improve the installation operation and maintenance, to avoid production stoppages, to reduce the energy consumption and to increase the parts quality control.
